Soldering for Beginners
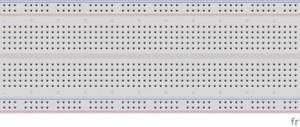
My relationship with radio and microelectronics can be described with a wonderful anecdote about Leo Tolstoy, who loved to play the balalaika, but did not know how. Sometimes he writes the next chapter of War and Peace, and he himself thinks “trendy-brandy trendy-brandy...”. After courses in electrical engineering and microelectronics at my beloved Moscow Aviation Institute, plus endless explanations from my brother, which I forget almost immediately, in principle, I manage to assemble simple circuits and even come up with my own, fortunately now, if I don’t want to tinker with analog signals, amplifications, interference, etc. you can find a ready-made micro-assembly and stay in the more or less understandable world of digital microelectronics. To the point. Today we will talk about soldering. I know that this scares off many beginners who want to play with microcontrollers. But, firstly, you can use breadboards, where you simply stick parts into the panel, without even a hint of soldering, as in a construction set.
This way you can assemble a very curly device.
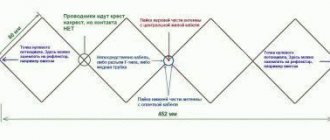
But sometimes you want to make a finished device. Again, it is not necessary to “etch” the board. If there are few parts, then you can use a circuit board without tracks (I used one for the GMC-4 loader).
But you still have to solder. The question is how? Especially if you've never done this before. I may discover America, but just a few days ago I discovered for myself the magical world of soldering without much hemorrhoids.
Until now, my understanding of the essence of the manual soldering process was as follows. Take a soldering iron (preferably with a tip not in the shape of an awl, but with a slight flattening, like a spatula), solder and rosin. To seal a patch, you take a drop of solder on the soldering iron
, you dip the soldering iron in the rosin, “pshshhhh” happens, and while it goes on, you quickly, quickly touch the soldering area with the soldering iron (the part, of course, should already be inserted), and after a few moments of heating, the solder should somehow magically move into place rations.
very well for me.
bad, almost didn't work. The parts were heating up, but the solder did not transfer anywhere from the soldering iron. Obviously, the problem was in the catalyst, that is, rosin. The “pshhhhhh” that I did when lowering the tip of the soldering iron into the rosin was clearly not enough to “start” the soldering process. While you drag the soldering iron to the place of soldering, almost all the rosin has time to burn out. That is why, by the way, the nature of the solder, which already contains flux (some kind of catalyst, such as rosin), was completely incomprehensible to me. All the same, at the moment of collecting solder on the soldering iron, all the flux has time to burn out.
Through experimentation, I found several ways to improve the process:
- Tin solder joints in advance. In reality, when soldering delicate things, such as microcircuits, this is extremely impractical. Moreover, usually their legs are already tinned.
- Crumble rosin directly onto the soldering area. You carefully place a crystal of rosin directly on the soldering area, and then the “pshhhhhh” happens right there, which allows the solder to transfer normally from the soldering iron. Alas, after such soldering, the board is all covered with black streaks of burnt rosin. Although it is an insulator, sometimes soldering defects are not visible. Therefore, the board must be washed, and this is a separate hemorrhoid. And the chipping itself makes soldering extremely slow. So I soldered Maximite.
- Use liquid flux. By analogy with painting rosin, you can carefully put a drop of liquid flux with a stick (usually it is much “stronger” than rosin), and then there will be an active “pshhhhh” and soldering will occur. Alas, there are problems here too. Not all liquid fluxes are insulators, and the board must also be washed, for example, with acetone. And those that are insulators still remain on the board, spread and can interfere with subsequent external “continuity”. The solution is to wash.
So, we are almost there. I’m writing everything in such detail because, honestly, it was a breakthrough for me. As I accidentally discovered, all you need to solder simple components is a soldering iron, the most common one with an awl-shaped tip:
and solder with flux inside
:
ALL!
It's all about the process. You need to do this:
- The part is inserted into the board and must be secured (you won't have a second hand to hold).
- Take a soldering iron in one hand, and a wire of solder in the other (it’s convenient if it’s in a special dispenser, like in the picture).
- DO NOT need
to take solder to the soldering iron . - Touch the tip of the soldering iron to the soldering area and heat it. Usually it's 3-4 seconds.
- Then, without removing the soldering iron, with your other hand, touch the tip of the solder wire with flux to the soldering area. In reality, at this point all three parts come into contact at once: the soldering element and its hole on the board, the soldering iron and the solder. After a second, “pshhhhhh” happens, the tip of the solder wire melts (and a little flux flows out of it) and the required amount of it goes to the soldering site. After a second, you can remove the soldering iron with solder and blow.
The key point here, as you already understood, is the supply of solder and flux directly to the soldering site. And the flux “built-in” into the solder provides the required minimum amount of it, reducing clogging of the board to a minimum.
It is clear that the waiting time in each phase requires at least minimal practice, but nothing more. I am sure that any beginner can solder Maximite in an hour using this method.
Let me remind you of the main signs of good soldering:
- A lot of solder does not mean high-quality contact. A drop of solder at the contact site should cover it on all sides, without any potholes, but not be an excessively large bulb.
- The color of the solder should be closer to shiny, not matte.
- If the board is double-sided and the holes are not metallized, you need to solder it using the specified technology on both sides.
It is worth noting that all of the above applies to soldering elements that are inserted into holes on the board.
For soldering planar parts, the process is a little more complicated, but doable. Planar elements take up less space, but require a more precise location of the “spots” for them. Planar elements (of course, not the smallest ones) are even easier for soldering in some ways, although for homemade devices you will already have to etch the board, since using planar elements will not be particularly convenient on a breadboard.
So, a small, almost theoretical bonus about soldering planar elements. These can be microcircuits, transistors, resistors, capacitors, etc. I repeat, at home there are objective restrictions on the size of elements that can be soldered with a regular soldering iron. Below I will give a list of what I personally soldered with a regular 220V soldering iron.
To solder a planar element, it will no longer be possible to use solder on the go, since too much of it can “come off”, “flooding” several legs at once. Therefore, it is necessary to first, in some way, tin the spots where the component is planned to be placed. Here, alas, you can’t do without liquid flux (at least I didn’t succeed).
Phase 1
Drop a little liquid flux onto the patch (or patches), take just a little solder on the soldering iron (you can do it without flux). For planar elements, very little solder is generally needed. Then lightly touch each patch with the tip of the soldering iron. A little solder should come off on it. Every penny “will not take” more than necessary.
Phase 2
Take the element with tweezers. Firstly, it’s more convenient, and secondly, the tweezers will remove heat, which is very important for planar elements. Attach the element to the soldering site, holding it with tweezers. If this is a microcircuit, then you need to hold it by the leg that you are soldering. For microcircuits, heat dissipation is especially important, so you can use two tweezers. You hold the part with one, and attach the second to the soldered leg (there are tweezers with a clamp that you don’t need to hold with your hands). With your second hand, you again apply a drop of liquid flux to the soldering area (perhaps a little will get on the microcircuit), with the same hand you take the soldering iron and touch the soldering area for a second. Since solder and flux are already there, the soldered leg will “immerse” in the solder applied at the tinning stage. The procedure is then repeated for all legs. If necessary, you can add liquid flux.
When you buy liquid flux, also buy board cleaning fluid. Alas, with liquid flux, it is better to wash the board after soldering.
I’ll say right away that I’m by no means a professional, or even an advanced amateur in soldering. I did all this with a regular soldering iron. Pros have their own methods and equipment.
Of course, soldering a planar element requires much more skill. But it’s still quite possible at home. And if you don’t solder microcircuits, but only the simplest elements, then everything is still simplified. Microcircuits can be purchased already soldered into blocks or in the form of ready-made assemblies.
Here are pictures of what I personally successfully soldered after a little practice.
This is the simplest type of case. These can be installed in pads, which are the same in terms of soldering complexity. These are simply soldered according to the first instructions.
The next two are more difficult. Here you already need to solder according to the second instructions with a neat heat sink and liquid flux.
Elementary planar components, such as the resistors below, are very easy to solder:
But there is, of course, a limit. This goodness is already beyond my abilities.
Finally, a couple of cheap but very useful things that are worth buying in addition to a soldering iron, solder, tweezers and wire cutters:
- Suction. The inventor of this device deserves a monument. Did you stick a lot of solder or solder it in the wrong place? The solder itself, alas, will not jump back onto the soldering iron. But it can be easily removed with suction. Use one hand to heat the soldering area with a soldering iron. Keep the second one nearby with the cocked suction pump. As soon as it “thaws”, you press the button, and the solder beautifully jumps into the suction.
- Glasses. When you are dealing with legs and wires, it may happen that a heated leg will spring back and the solder from it will fly somewhere, perhaps into your eye. It's better not to joke with this.
Good luck with your soldering! The smell of rosin is cool!
TIPS and components for soldering irons and stations
TIPS and components for soldering irons and stations
+7 [email protected] Moscow Pyatnitskoe highway, 18 TC "Mitinsky Radio Market" ground floor, pav. 71B from 9:00 to 18:00 Mon – closed
0 R
- Cart Checkout
- Your basket is empty!
- EVERYTHING FOR SOLDERING
Catalog
- ELECTRICAL INSULATION
- FILM (PET)-LAVSAN LAVSAN
- Silica cord-stocking (hollow) from -60°С to +1200°С
- HEAT-SHRINKABLE TAPE WITH ADHESIVE LAYER
- MCIA Ribbons
- NON-FOILED GLASS TEXT LITE FR-4, STEF Fiberglass sheet STEF
- Textolite sheet
- SILICONE SHEET ELECTRICAL
- TEFLON CLOTH WITHOUT STICKY LAYER (roll width 1000 mm, 500 mm)
- PTFE TAPES
- CAPROLON RODS (circle) 200 - 250 mm
- Plexiglas tubes
- POLYIMIDE TAPE, SHEET
- THERMAL PADS NOMAKON Thermal pads standard series (KPTD 2/1) λ=0.8
- Ceramics based on aluminum nitride. Thermal conductivity 180 W/mK
- Polyimide foil
- Winding wire with enamel insulation PETV-2, PET-155
- NICROME WIRE Х20Н80, Х15Н60 NICHROME in coils by the meter (ready-made packaging)
- ALUMINUM PROFILE for 3D printer DIN912 BOLTS and T-nuts for 3D PRINTERS and CNC
- BRASS STANDS
- COPPER WIRE-MM TU 16-705.492-2005 COPPER WIRE BY METERS
- Tinned copper wire - MML 1 kg
- BRONZE SHEETS
- MONEL
- Cupronickel rods
- TWISTED SEALING WIRE
- NICKEL TAPE
- TIN
- WIRE PGVA/PVAM
- Cable RK 50
- SILICONE WIRES (soft, heat resistant)
- RKGM
- BPVL, BPVLE
- PVMR-3, PVMR-4, PVMR-6, PVMR-8, PVMR-10
- MS 15-11, MS 16-11, MS 16-12, MS 16-13, MS 16-14, MS 16-33
- UTP
- SELF-REGULATING CABLE (SALE BY METERS)
- SOLDER (unwinding from 1 to 10 m)
- SOLDERING FLUXES AND FLUX-GELS (below 450ºC)
- Varnish for impregnation of windings
- HAND TOOLS SPECIALIZED TOOLS
- VERNIER CALIPS AND MICROMETERS
- SCRAPS
- COMBINED RATCHET WRENCHES
- RETAIN RING PULLERS
- BAGS - ORGANIZERS FOR TOOLS
- TESTER - SAMPLES
- GRILLES AND FILTERS FOR FANS
- RADIAL BALL BEARINGS, manufacturer USSR and RUSSIA
- Copper lugs (TM/TMo)
- Breadboards and Jumpers
- DIODE BRIDGES
Information
- Contacts
- Shipping and payment
Delivery across Russia
We will deliver your order by courier in Moscow or by express delivery service throughout Russia.
Tags
- nym 2×1.5
- nym 2×2.5
- nym wire
- vvgng
- vvgng(a)
- tourniquet
- flexible cable
- KVK cable
- control cable
- power cable
Compare products (0)
R-48A GOOT TIPS FOR SOLDERING IRONS KS / KX / KYP series, Ø - 4 mm
375 R
R-48B GOOT TIPS FOR SOLDERING IRONS KS / KX / KYP series, Ø - 4 mm
375 R
R-48BC GOOT TIPS FOR SOLDERING IRONS KS / KX / KYP series, Ø - 4 mm
375 R
R-48C GOOT TIPS FOR SOLDERING IRONS KS / KX / KYP series, Ø - 4 mm
375 R
R-48D GOOT TIPS FOR SOLDERING IRONS KS / KX / KYP series, Ø - 4 mm
375 R
R-48SB GOOT TIPS FOR SOLDERING IRONS KS / KX / KYP series, Ø - 4 mm
375 R
R-48SC GOOT TIPS FOR SOLDERING IRONS KS / KX / KYP series, Ø - 4 mm
375 R
R-6BC GOOT TIPS FOR SOLDERING IRONS KS/KX-60R, 80R,100R series, Ø - 6 mm
675 R
R-6D GOOT TIPS FOR SOLDERING IRONS series KS/KX-60R, 80R,100R, Ø - 6 mm
975 R
R-6SB GOOT TIPS FOR SOLDERING IRONS KS/KX-60R, 80R,100R series, Ø — 6 mm
675 R
R-6SC GOOT TIPS FOR SOLDERING IRONS series KS/KX-60R, 80R,100R, Ø - 6 mm
975 R
TIP GOOT RD-67BC (for soldering irons KS/KX-80R) D=6 mm
675 R
TIP GOOT RD-68B (for soldering irons KS/KX-100R) D=6 mm
RUB 1,125
TIP GOOT RD-68C (for soldering irons KS/KX-100R) D=6 mm
RUB 1,125
TIP GOOT RD-68D (for soldering irons KS/KX-100R) D=6 mm
RUB 1,125
Tip CS-20/30RT-2С for soldering irons goot CS-20/30, D=3 mm
450 R
Tip CS-20/30RT-3С for soldering irons goot CS-20/30, D=3 mm
450 R
Tip CS-20/30RT-SB for soldering irons goot CS-20/30, D=3 mm
450 R
Tip CS-20/30RT-SBC for soldering irons goot CS-20/30, D=3 mm
450 R
PX – 60RT – 1C GOOT TIPS FOR CXR SERIES SOLDERING IRONS
975 R
PX – 60RT – 2C GOOT TIPS FOR CXR SERIES SOLDERING IRONS
975 R
PX – 60RT – 2CR GOOT TIPS FOR CXR SERIES SOLDERING IRONS
975 R
PX – 60RT – 3C GOOT TIPS FOR CXR SERIES SOLDERING IRONS
975 R
PX – 60RT – 3CR GOOT TIPS FOR CXR SERIES SOLDERING IRONS
975 R
PX – 60RT – 4C GOOT TIPS FOR CXR SERIES SOLDERING IRONS
975 R
PX – 60RT – 4CR GOOT TIPS FOR CXR SERIES SOLDERING IRONS
975 R
STING durable goot PX-60RT- 2.4D
975 R
STING durable goot PX-60RT-1,2LD
RUB 1,125
STING durable goot PX-60RT-1.6D
975 R
STING durable goot PX-60RT-1.8H
RUB 1,125
New Arrivals
MGTF 0.07 mm² INSTALLATION WIRE, HEAT-RESISTANT
3.80 R 6.50 R-41%
MGTF 0.12 mm² INSTALLATION WIRE, HEAT-RESISTANT
4.80 R 7.50 R-36%
BRASS BUS LS59-1t 4 x 50 x 1000 mm
2,000 RUR
Dural D16t rod 45 x 250 mm
1,000 R
Aluminum sheet AMG3m 2 x 500 x 500 mm
1,000 R
STAINLESS STEEL (AISI304) SHEET 0.5 x 500 x 500 mm
1,200 RUR
Rod COPPER M1 circle 22 x 250 mm
850 R
TITANIUM VT1-0 sheet 2.0 x 48 x 100 mm
200 R
Stainless steel mesh cell 0.5 D 0.2 mm, 200 x 300 mm
250 R
Tin O1 rod (Ø 8 mm, L=400 mm, 150 ±10 g)
650 R
Nickel tape 0.15 x 10 mm, 1 meter
200 R
Contact Information
- Moscow, Pyatnitskoe highway, 18 TK Mitinsky Radio Market, ground floor, pavilion “71 B” From 9-00 to 18-00, Mon – Closed
- +7
- +7,
- [email protected]
Information
- About Store
- Privacy Policy
- Useful GOSTs
Applications
- home
- Blog
- Blog
© Cable-Garant. Electrical insulating materials. 2020